كيفية حل العيوب أثناء اللحام بالموجات فوق الصوتية
عيوب شائعة لحام بالموجات فوق الصوتية:
أولا ، قوة لا يمكن أن تصل إلى المستوى المطلوب.
بالطبع ، يجب أن نفهم أن قوة عملية اللحام بالموجات فوق الصوتية لا يمكن أن تصل إلى قوة الصب المتكامل. لا يمكن إلا أن يقال أنه قريب من قوة صب لا يتجزأ ، ومتطلبات اللحاميجب أن تعتمد القوة على عدد من المجموعات. ما هي هذه التعاونات؟
※المواد البلاستيكية: نتيجة لحام ABS و ABS هي بالتأكيد أقوى من قوة لحام ABS و PC ، لأن نقطة انصهار المواد المختلفة لن تكون هي نفسها ، بالطبع ، قوة اللحام ليست هي نفسها ، على الرغم من نناقش هل يمكن لحام مادتي ABS و PC لبعضهما البعض؟ جوابنا هو أنه يمكن لحامها ، لكن هل القوة بعد اللحام هي التي نريدها؟ لم تكن القضية مهمة! من ناحية أخرى ، ماذا عن وضع ABS و Nile ، PP ، و PE؟ إذا كان HORN بالموجات فوق الصوتية ينبعث على الفور 150 درجة من الحرارة ، على الرغم من ذوبان مادة ABS ، فإن النايلون والبلاستيك والبولي بروبيلين والبولي ايثيلين يتم تخفيفها فقط. نواصل الاحماء تصل إلى 270 درجة أو أكثر. في هذا الوقت ، وصلت درجة الحرارة لحام اللحام بالموجات فوق الصوتية نايلون ، PVC ، PP ، و PE ، ولكن تم حل المواد ABS في بنية جزيئية أخرى! من المناقشة أعلاه ، يمكننا تلخيص ثلاثة استنتاجات:
1. أقوى قوة لحام المواد البلاستيكية مع نفس نقطة انصهار.
2. كلما كانت نقطة انصهار المواد البلاستيكية أكبر ، كانت قوة اللحام أصغر.
3. كلما زادت كثافة المواد البلاستيكية (الصلبة) ، زادت قوة الانصهار من الكثافة المنخفضة (صلابة عالية).
ثانياً ، ينتج سطح المنتج خائفًا أو متصدع.
في اللحام بالموجات فوق الصوتية ، من الشائع خدش سطح المنتج أو كسره أو تكسيره عند المفصل. لأن هناك حالتان في التشغيل بالموجات فوق الصوتية: 1. الطاقة الحرارية العالية تتصل مباشرة بسطح المنتج البلاستيك 2. توصيل الاهتزاز. لذلك ، عندما يعمل الاهتزاز بالموجات فوق الصوتية على المنتج البلاستيكي ، يكون سطح المنتج عرضة للحروق ، ويكون العمود البلاستيكي أو الحفرة بسمك رقيق يبلغ 1 م / م عرضة للتشقق. هذا هو شرط أساسي لعملية بالموجات فوق الصوتية. تجنبها. من ناحية أخرى ، بسبب نقص طاقة الخرج بالموجات فوق الصوتية (جدول التمديد والقالب العلوي HORN) ، فإنه يستغرق وقتًا طويلاً للحام عندما يتم تحويل طاقة الاحتكاك الاهتزازي إلى طاقة حرارية لتجميع الطاقة الحرارية لتعويض النقص في المخرجات قوة. هذا النوع من أساليب اللحام ليس الطاقة الحرارية الاحتكاكية التي يتم تحقيقها في لحظة ، ولكن هناك حاجة إلى وقت اللحام لتجميع الطاقة الحرارية ، بحيث تصل درجة انصهار المنتج البلاستيكي إلى تأثير اللحام ، بحيث تكون الطاقة الحرارية يبقى على سطح المنتج لفترة طويلة ، ودرجة الحرارة المتراكمة والإجهاد يسبب أيضا حروق ، فواصل أو فواصل في المنتج. لذلك ، من الضروري مراعاة إخراج الطاقة (عدد القطاعات) ، ووقت اللحام ، والضغط الديناميكي وعوامل أخرى للتغلب على هذا النوع من فقدان الوظيفة.
حل:
1. تقليل الضغط.
2. تقليل وقت التأخير (الاهتزاز المبكر)).
3. تقليل وقت اللحام.
4. اقتبس التغطية الإعلامية (مثل أكياس البولي ايثيلين).
5. القالب لديه معالجة السطح (تصلب أو مطلي بالكروم).
6. يتم تقليل أو تقليل عدد مراحل الآلة.
7. بالنسبة للمنتجات التي يمكن تكسيرها أو تكسيرها بسهولة ، يجب أن تكون أداة التثبيت مصنوعة من البطانات ، مثل الراتينج الطري أو الفلين المغطى (هذا لا يؤثر على قوة اللحام).
8. سهلة لكسر المنتجات إضافة زاوية R في الزوايا الصحيحة.
ثالثا ، المنتج ينتج تشويه.
هناك ثلاثة أسباب لهذا التشوه:
1. الجسم والانصهار المطلوب أو غطاء لا يمكن أن تتطابق مع بعضها البعض بسبب زاوية أو انحناء.
2. المنتج رقيق ورفيع (داخل 2 م / م) ويبلغ الطول 60 م / م.
3. المنتج مشوه ومشوه بسبب ظروف مثل ضغط صب الحقن.
لذلك ، عندما يتم تشويه منتجاتنا عن طريق التشغيل بالموجات فوق الصوتية ، يبدو أنه سبب لحام بالموجات فوق الصوتية على السطح. ومع ذلك ، هذه ليست سوى نتيجة. ماذا يحدث للمنتج البلاستيكي قبل اللحام ، وما يحدث بعد اللحام. إذا لم يكن هناك نقاش حول السبب الرئيسي ، فسوف يستغرق الأمر الكثير من الوقت للتعامل مع مشكلة عدم معالجة الدواء المناسب ، وفي عملية اللحام بالتوصيل غير المباشر بالموجات فوق الصوتية (الانصهار غير المباشر) ، لا يمكن للضغط أقل من 6 كجم تغيير المرونة والقصور الذاتي من البلاستيك. لذلك لا تحاول استخدام ضغط قوي لتغيير التشوه قبل اللحام (الحد الأقصى لضغط آلة الانصهار هو 6 كجم) ، بما في ذلك البثق القسري مع أداة تثبيت القالب. ربما سنقع أيضًا في نقطة عمياء ، أي لاستكشاف سبب التشوه من السطح ، أي أن العين المجردة لا يمكن رؤيتها قبل الانصهار ، ولكن بعد الانتهاء من اللحام بالموجات فوق الصوتية ، من الواضح أن العثور على التشوه. والسبب هو أنه قبل اللحام ، سيكون من الصعب العثور على الزوايا المتراكمة للمنتج نفسه والقوس والخطأ المتراكم للمادة المتبقية ، ولكن بعد الانتهاء من اللحام بالموجات فوق الصوتية ، سيظهر لتكون مرئية للعين المجردة. تشوه.
حل:
1. قلل الضغط (يفضل أن يكون الضغط أقل من 2 كجم).
2. تقليل وقت اللحام بالموجات فوق الصوتية (معيار قوة مخفض).
3. زيادة وقت تصلب (0.8 ثانية على الأقل أو أكثر).
4. تحليل ما إذا كان يمكن ضبط أوضاع العلوي والسفلي بالموجات فوق الصوتية جزئيا (غير ضروري).
5. تحليل السبب الرئيسي لتشوه المنتج وتحسينه.
رابعا ، يتم تدمير الأجزاء الداخلية للمنتج
※أسباب تلف المنتج بعد اللحام بالموجات فوق الصوتية هي كما يلي:
1. انتاج الطاقة آلة لحام بالموجات فوق الصوتية قوية جدا.
2. انتاج الطاقة مكبر للصوت بالموجات فوق الصوتية قوي جدا.
3. إن تعليق القالب السفلي معلق بواسطة نقطة القوة و يتم إتلافه بواسطة الاهتزاز بالموجات فوق الصوتية.
4. المنتج البلاستيكي رفيع و رفيع في الزاوية اليمنى من الأسفل ، وليس هناك زاوية R لتخزين الطاقة.
5. ظروف المعالجة بالموجات فوق الصوتية غير صحيحة.
حل:
1. وقت الاهتزاز بالموجات فوق الصوتية في وقت مبكر (تجنب الاهتزاز الاتصال).
2. تقليل الضغط وتقليل وقت اللحام بالموجات فوق الصوتية (تقليل مستوى القوة).
3. تقليل عدد مراحل السلطة من الجهاز أو آلة منخفضة الطاقة.
4. تقليل نسبة التوسع العفن بالموجات فوق الصوتية.
5. القالب السفلي مبطن بالمطاط في القوة.
6. العفن السفلي والمنتج تجنب العائمة أو الثغرات.
7.HORN (القالب العلوي) يعيد قياس التردد بعد الممل.
8. تطبيق المواد المرنة بعد يموت العلوي مملة.
الخامسة. المنتج ينتج فلاش أو فلاش
※سبب الفلاش أو نتوءات المنتج بعد اللحام بالموجات فوق الصوتية هو كما يلي:
1. قوة الموجات فوق الصوتية قوية جدا.
2. وقت اللحام بالموجات فوق الصوتية طويل جدًا.
3. ضغط الهواء (ديناميكي) كبير جدًا.
4. الضغط تحت القالب العلوي (ثابت) كبير جدا.
5. نسبة التوسع في الطاقة من الطراز العلوي (HORN) كبيرة جدًا.
6. خط الصمامات المنتج البلاستيكي خارج أو عالية جداً أو سميكة.
العناصر الستة المذكورة أعلاه هي سبب وميض المنتج بعد عملية اللحام بالموجات فوق الصوتية. ومع ذلك ، فإن الأكثر أهمية هو فتح خط الصمامات للموجة السادسة بالموجات فوق الصوتية. عمومًا ، في عملية اللحام بالموجات فوق الصوتية ، يتراوح ضغط الهواء حوالي 2 ~ 4 كجم ، وفقًا للقيمة التجريبية لخط الذوبان الأسرع من الصوت من 0.4 إلى 0.6 م / م في القاع و 0.3 إلى 0.4 م / م في الارتفاع. على سبيل المثال ، هذا الطباعالبريدΔ، الزاوية الحادة حوالي 60°، وراء هذه القيمة سوف يؤدي إلى زيادة وقت اللحام بالموجات فوق الصوتية أو الضغط أو الماكينة أو القالب العلوي ، وبالتالي تشكيل العناصر المذكورة أعلاه 1 ~ 6 تسبب الفلاش والدخان.
حل:
1. تقليل الضغط وتقليل وقت اللحام بالموجات فوق الصوتية (تقليل مستوى القوة).
2. تقليل عدد مراحل الطاقة من الجهاز أو آلة منخفضة الطاقة.
3. تقليل نسبة التوسع العفن بالموجات فوق الصوتية.
4. استخدام الجهاز بالموجات فوق الصوتية لضبط المواقع وتحديد.
5. تعديل خط تذوب بالموجات فوق الصوتية.
سادسا ، لا يمكن التحكم في حجم المنتج بعد اللحام ضمن التسامح
※في اللحام بالموجات فوق الصوتية ، لا يمكن التحكم في المنتج ضمن نطاق التسامح للأسباب التالية:
1. استقرار الجهاز (تحويل الطاقة لم يضيف عامل الأمان).
2. تشوه المنتجات البلاستيكية يتجاوز نطاق الاندماج الطبيعي للموجات فوق الصوتية.
3. تحديد المواقع أو قدرة تحمل غير مستقر.
4. بالموجات فوق الصوتية الناتج توسيع وضع الطاقة العلوي لا يتطابق.
5. ظروف عملية اللحام لم تضف عامل أمان.
حل:
1. زيادة عامل سلامة اللحام (عن طريق وقت اللحام والضغط والقوة).
2. قم بتمكين برغي الضبط الدقيق (يجب التحكم به إلى 0.02m / m).
3. تحقق مما إذا كانت الطاقة الناتجة للموت العلوي بالموجات فوق الصوتية كافية (زيادة عدد الأجزاء عندما لا تكون كافية).
4. تحقق ما إذا كان وضع التثبيت وقدرة تحمل المنتج مستقرة.
5. تعديل خط الانصهار بالموجات فوق الصوتية.
لحام البلاستيك بالموجات فوق الصوتية / الهواء تصميم خط انصهار محكم
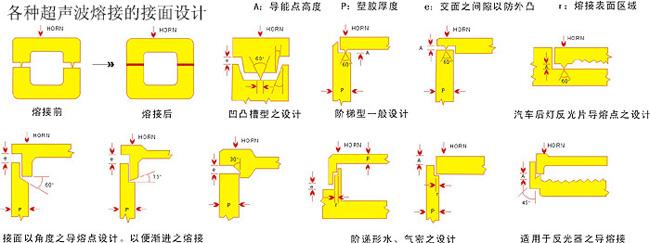
عندما نريد أن يحقق المنتج وظيفة الماء وضيق الهواء ، فإن وضع خط الانصهار بالموجات فوق الصوتية هو مفتاح النجاح أو الفشل. لذلك ، في تصميم المنتج ، مثل: تحديد المواقع والمواد وسمك اللحم والنسبة المقابلة لخط انصهار الموجات فوق الصوتية العلاقة المطلقة. في المتطلبات العامة للمياه ومحكم الإغلاق ، يجب أن يتراوح ارتفاع خط الصمامات بين 0.5 إلى 0.8 متر / متر (حسب سمك المنتج) ، مثل 0.5 متر / متر ، لتحقيق وظيفة الماء و ضيق الهواء ، إلا إذا كان يجب أن يكون وضع التحديد قياسيًا للغاية ، وسماكة اللحم 5 أمتار / م أو أكثر ، وإلا سيكون التأثير ضعيفًا. الطريقة التي يتطلب بها وضع المنتج المحكم للماء بشكل عام مع خط إذابة الأسرع من الصوت هي كما يلي:
انها مناسبة لضيق المياه والانصهار من المنتجات الكبيرة. زاوية الاتصال هي = 45°، x = w / 2 ، ويفضل d = 0.3 ~ 0.8mm.
نوع طرف متدرج: مناسب لضيق الماء ومنع النتوء أو التشقق. زاوية سطح التلامس 45°,س = ث / 2 ، و د = 0.3 ~ 0.8MM.
الذروة إلى الوادي: مناسبة للحام المضاد للماء ولحام شديد القوة ، d = 0.3 ~ 0.6mm ارتفاع سطح التلامس الداخلي h يختلف حسب الشكل ، ولكن h حوالي 1 ~ 2mm.
لا يمكن تحقيق التشغيل بالموجات فوق الصوتية للمنتج وضيق الهواء. بالإضافة إلى عوامل مثل خط ذوبان الموجات فوق الصوتية ، وتحديد المواقع لاعبا اساسيا ، وتحديد المواقع المنتج ، وظروف الإعداد بالموجات فوق الصوتية هي أيضا سبب رئيسي. هنا نتعمق في سبب آخر (ظروف الصهر) يشعل الماء وضيق الهواء. عندما نطبق اللحام بالموجات فوق الصوتية ، فإن الهدف الأساسي هو السعي لتحقيق الكفاءة ، لكنه غالباً ما يتجاهل أساسيات الكفاءة. هناك ظاهرتان:
أولاً ، السرعة التنازلية ، التخزين المؤقت بسرعة كبيرة: سرعة هذا التكوين ، بحيث يؤدي الضغط الديناميكي بالإضافة إلى تسارع الجاذبية إلى تسطيح خط الصمامات بالموجات فوق الصوتية ، بحيث لا يمكن لخط الصمامات أن يلعب دور الصهر ، ويشكل لحام طور زائف .
ثانياً ، وقت اللحام طويل للغاية: المنتجات البلاستيكية بسبب الطاقة الحرارية طويلة الأجل ، لا تجعل المواد البلاستيكية تذوب فحسب ، بل تسبب أيضًا ظاهرة فحم الكوك في الأنسجة البلاستيكية ، وإنتاج ثقوب الرمال ، أو الماء أو الغاز الذي يخترق الرمال الفجوة. هذا هو أصعب مكان لاكتشاف تكنولوجيا الإنتاج العامة.
 العربية
العربية

